หลักการทำงาน
การให้ความร้อนโดย การเหนี่ยวนำความร้อน (Induction Heating) นั้นทำงานโดยอาศัยหลักการคล้ายกับหม้อแปลงไฟฟ้าโดยใช้ไฟฟ้ากระแสสลับไหลผ่านขดลวดก่อให้เกิดสนามแม่เหล็กขึ้น ซึ่งเมื่อใส่ชิ้นโลหะเข้าไปในสนามแม่เหล็กนี้จะเกิดแรงเคลื่อนไฟฟ้าเหนี่ยวนำ ทำให้เกิดการไหลของกระแสไฟฟ้าในชิ้นโลหะในทิศทางตรงกันข้ามกับทิศทางของกระแสที่ไหลผ่านขดลวดทำให้เกิดความร้อนขึ้นในชิ้นโลหะ
หลักการของ Induction Heat คือ การเหนี่ยวนำสนามแม่เหล็กโดยการผ่านกระแสไฟฟ้าเข้าไปในขดลวดเหนี่ยวนำ เมื่อมีวัตถุโลหะจำพวกเหล็ก ที่อยู่ภายในสนามเหนี่ยวนำนั้น โมเลกุลก็จะเกิดการสั่นสะเทือนจนเกิดความร้อนสูง ความร้อนที่เกิด จึงเกิดขึ้นโดยตรง หากนำมาประยุกต์ใช้ในการให้ความร้อนเพื่อหลอมพลาสติก ความสูญเสียจึงมีน้อยกว่า วิธีการให้ความร้อนจากขดลวดความร้อนแบบเดิมๆ ซึ่งจะต้องส่งผ่านความร้อนจากตัวขดลวดผ่านเข้าไปภายในท่อหลอมพลาสติก โดยอาศัยหลักการพาผ่านอากาศ และการนำความร้อนผ่านเนื้อเหล็กภายนอกสู่ภายใน ทำให้เกิดการสูญเสียพลังงานส่วนนี้ไป นวัตกรรมการให้ความร้อนระบบ Induction Heat จะเป็นการทำให้ตัวท่อหลอมพลาสติกเกิดความร้อนขึ้นโดยตรง เสมือนเป็นฮีทเตอร์ ทำให้ประสิทธิภาพการใช้พลังงานอย่างคุ้มค่า และ ลดการสูญเสียพลังงานอย่างยิ่ง การให้ความร้อนโดยการเหนี่ยวนำมีการใช้งานแพร่หลายในอุตสาหกรรมโลหะ โดยสามารถออกแบบสำหรับการให้ความร้อนในลักษณะต่างๆ ได้แก่ การให้ความร้อนแก่ชิ้นโลหะทั้งชิ้น การให้ความร้อนเฉพาะผิวโลหะ และการหลอมโลหะ ซึ่งทำให้สามารถประยุกต์ใช้ในกระบวนต่างๆ
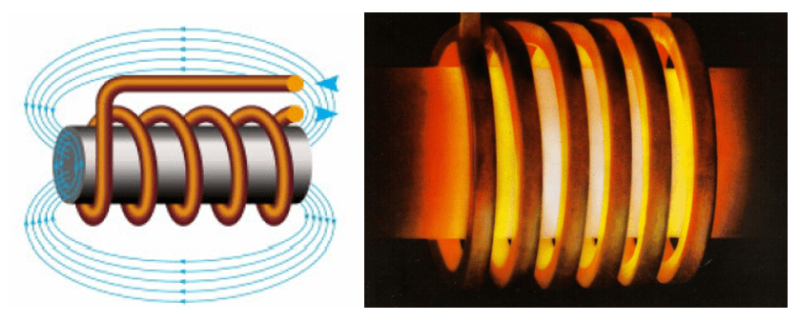
หลักการทำงานของการให้ความร้อนโดยการเหนี่ยวนำ
ประโยชน์
-
- ใช้ระยะเวลาสั้นในการเริ่มทำงานและการทำความร้อนถึงอุณหภูมิที่ต้องการ
-
- ประสิทธิภาพสูงเนื่องจากพลังงานไฟฟ้าเกือบทั้งหมดถูกถ่ายเทให้กับผลิตภัณฑ์โดยตรง
-
- สามารถควบคุมอุณหภูมิได้อย่างแม่นยำ
-
- ให้คุณภาพของชิ้นงานที่ดีและลดปริมาณชิ้นงานที่เสีย เนื่องจากการควบคุมอุณหภูมิได้อย่างแม่นยำและสม่ำเสมอ
-
- ใช้พื้นที่ติดตั้งน้อยกว่าเตาเชื้อเพลิง
-
- ง่ายต่อการจัดการให้เป็นกระบวนการผลิตแบบอัตโนมัติ
-
- ไม่ส่งผลกระทบต่อสภาพแวดล้อมบริเวณใช้งาน เนื่องจากไม่มีก๊าซเสียจากการเผาไหม้เชื้อเพลิง และมีระดับเสียง กลิ่นและความร้อนในพื้นที่ทำงานต่ำ
การใช้งาน
การให้ความร้อนโดยการเหนี่ยวนำมีการใช้งานแพร่หลายในอุตสาหกรรมโลหะ โดยสามารถออกแบบสำหรับการให้ความร้อนในลักษณะต่างๆ ได้แก่ การให้ความร้อนแก่ชิ้นโลหะทั้งชิ้น การให้ความร้อนเฉพาะผิวโลหะ และการหลอมโลหะ ซึ่งทำให้สามารถประยุกต์ใช้ในกระบวนต่างๆ ได้แก่
-
- การชุบแข็งโลหะ (Hardening)
-
- การขึ้นรูปโลหะ (Forging)
-
- การหลอมโลหะ (Melting)
-
- การเชื่อมโลหะเป็นเนื้อเดียวกัน (Brazing)
-
- การอบอ่อนโลหะ (Annealing)
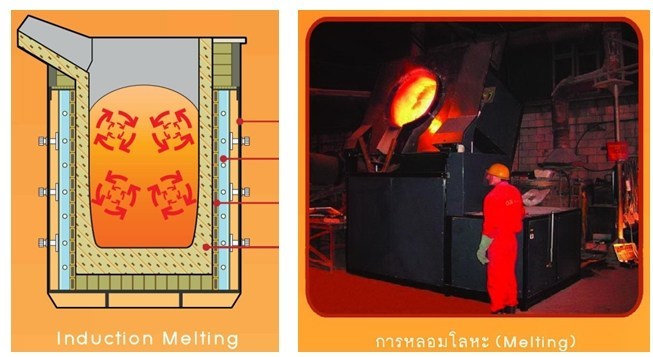
รูปแสดงการให้ความร้อนโดยการเหนี่ยวนำในอุตสาหกรรม
การให้ความร้อนแก่ชิ้นโลหะทั้งชิ้น (WORK-PIECE HEATING)
หลักการทำงาน
การให้ความร้อนโดยการเหนี่ยวนำทำงานโดยใช้ไฟฟ้ากระแสสลับวิ่งผ่านขดลวดเหนี่ยวนำเพื่อสร้างสนามแม่เหล็กให้เหนี่ยวนำชิ้นโลหะให้เกิดความร้อนอย่างทั่วถึงทั้งชิ้นงาน
ประโยชน์
การให้ความร้อนโดยการเหนี่ยวนำใช้ระยะเวลาสั้นในการทำความร้อนและควบคุมอุณหภูมิตามต้องการ มีประสิทธิภาพสูงประมาณ 55-85% เนื่องจากพลังงานส่วนใหญ่ถูกถ่ายเทให้กับผลิตภัณฑ์โดยตรง เปรียบเทียบกับการให้ความร้อนโดยเชื้อเพลิงซึ่งมีประสิทธิภาพประมาณ 15-25%
การใช้งาน
การให้ความร้อนโดยการเหนี่ยวนำสามารถประยุกต์ใช้กับการให้ความร้อนและปรับสภาพชิ้นงานโลหะ เช่น การให้ความร้อนสำหรับขึ้นรูป (Forging) การอบอ่อนโลหะ (Annealing) เป็นต้น
การให้ความร้อนเฉพาะส่วน (PARTIAL HEATING)
หลักการทำงาน
การให้ความร้อนโดยการเหนี่ยวนำทำงานโดยใช้ไฟฟ้ากระแสสลับวิ่งผ่านขดลวดเหนี่ยวนำซึ่งออกแบบเฉพาะ โดยควบคุมปริมาณและความถี่ของกระแสไฟฟ้าเพื่อสร้างสนามแม่เหล็กให้เหนี่ยวนำชิ้นโลหะให้เกิดความร้อนเฉพาะในระดับผิวหรือส่วนที่ต้องการทำให้ร้อน
ประโยชน์
การให้ความร้อนโดยการเหนี่ยวนำสามารถให้ความร้อนบริเวณผิวของโลหะได้โดยตรงอย่างมีประสิทธิภาพ โดยมีพลังงานเพียงส่วนน้อยที่สูญเสียเป็นความร้อนในส่วนอื่นๆของชิ้นงาน และยังสามารถควบคุมระดับอุณหภูมิของชิ้นงานในระดับความลึกที่ต้องการได้
การใช้งาน
การให้ความร้อนโดยการเหนี่ยวนำแบบให้ความร้อนเฉพาะส่วนสามารถประยุกต์ใช้กับงานโลหะต่างๆ เช่น งานอบเคลือบสีโลหะ งานปรับสภาพผิวก่อนเคลือบน้ำยา งานเชื่อมประสาน เป็นต้น
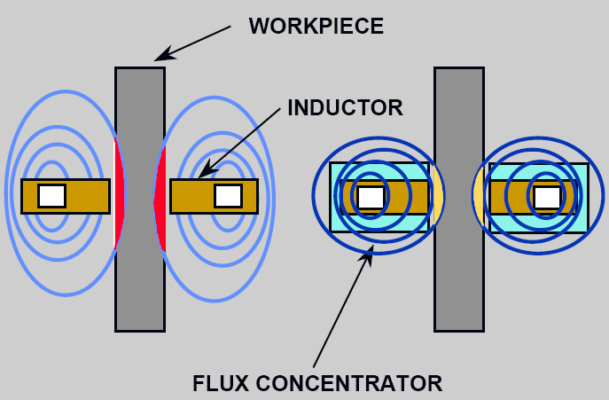
หลักการ ให้ความร้อนโดยการเหนี่ยวนำเฉพาะส่วน

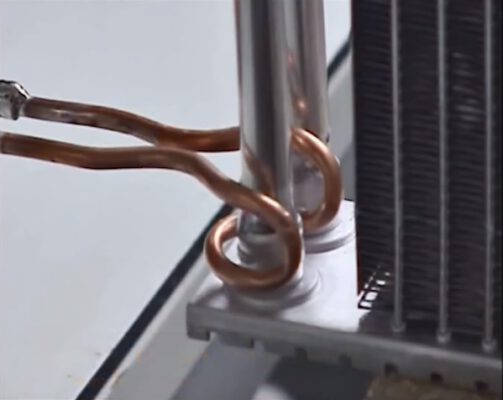
ตัวอย่างการใช้ การเหนี่ยวนำความร้อน ในการเชื่อมอลูมิเนียมด้วยเครื่อง Generator ของ CEIA
ดูข้อมูล Generator เพิ่มเติม https://sa-thai.com/product-category/ceia-induction-heater/
ที่มา—————————————-> https://ienergyguru.com/
l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l